





工場現場のVA/VEの実例
5.省エネ実績② ~回転数変更~
- Before
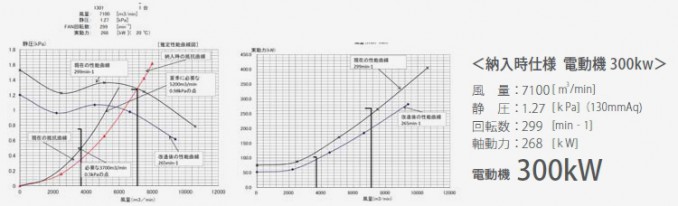
- ファンの納入時からライン変更等により送風機の運転仕様が変わっていました。現地で性能測定を行ったところ、ファンの風量が生産ラインで必要な風量に対し、大きく過大な状態で運転が行われていました。つまりエネルギーの大きな無駄が発生し続けていることになり、工場の消費電力増大の原因のひとつとなっていました。
- Before

- 性能試験結果に基づき、送風機・電動機のプーリーを更新することで、現在の使用状況に最適な回転数にプーリーの変更を実施しました。この結果、送風機軸動力(夏季)は268kwから150kwに減少、送風機軸動力(冬季)は268kwから103kwに減少させることが出来ました。省エネ効果を考えると、年間1000万円以上のコストダウンを実現する可能性があります。
ファン・ブロア・送風機を長く使用する中で、運転の仕様(風量・静圧)が納入時と変化したため、消費エネルギーが非効率になってるケースがあります。このようなケースに該当する場合、ファン・ブロア・送風機の性能試験を行った上で、プーリー(回転数変更)と電動機の最適化することで、消費エネルギーの大幅な削減につながります。